
技术文章更多>>
- 高速双面铣床整机性能依赖于各核心部件的协同优化与精密集成
- 点击次数:539 更新时间:2026-02-02
- 高速双面铣床是一种专用于对工件两个平行端面或侧面同时进行高效、高精度铣削的数控机床,广泛应用于汽车零部件(如连杆、转向节)、工程机械结构件、轨道交通型材及模具基座等大批量生产场景。其以一次装夹、双面同步加工显著提升效率与形位精度。高速双面铣床整机性能依赖于各核心部件的协同优化与精密集成。
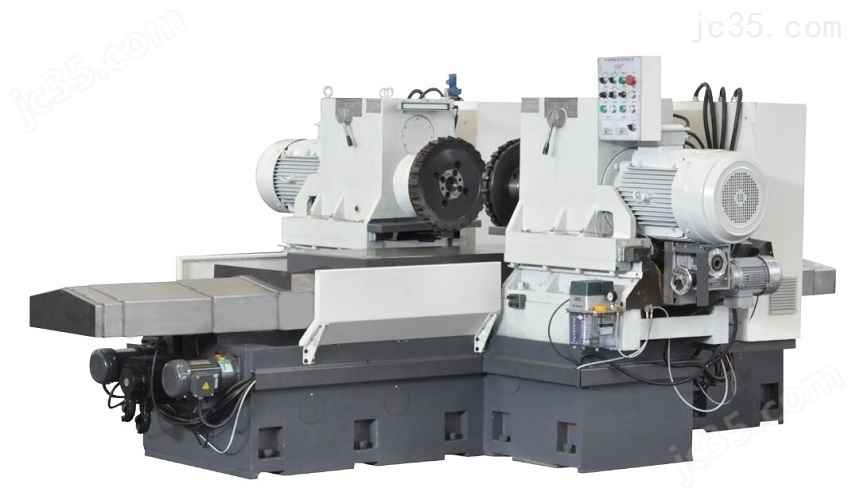 1、双主轴系统左右两侧配置高功率电主轴(通常15–30kW),转速达8,000–15,000rpm,采用同步伺服控制,确保双刀盘严格同速、同向或镜像运动。主轴前端标配HSK或BT刀柄接口,重复定位精度≤0.005mm,保障双面加工一致性。2、高刚性床身与导轨床身采用高强度铸铁(HT300以上)整体铸造,经时效处理消除内应力;X/Y/Z三轴均配备滚柱直线导轨或静压导轨,承载力强、阻尼高,有效抑制高速切削振动,确保表面粗糙度达Ra1.6μm以下。3、自动换刀系统(ATC)与刀库标配圆盘式或链式刀库(容量16–40把),换刀时间≤3秒。支持多种铣刀、倒角刀、钻头组合,实现铣、钻、攻一体化加工,减少二次装夹误差。4、液压/气动夹具系统集成专用液压虎钳或定制化气动夹具,配合定位销与基准块,实现工件3–5秒快速装夹。夹紧力可调,适应薄壁或易变形零件,防止加工中位移。5、数控系统与伺服驱动搭载FANUC、SIEMENS或国产数控系统,支持G代码编程与图形化人机界面。全闭环伺服反馈实时补偿热变形与机械误差,双主轴位置同步偏差<0.01mm。6、冷却与排屑系统高压内冷(70bar)直达切削刃,有效降温排屑;大流量外冷配合螺旋排屑器或刮板输送机,自动将铝屑、钢屑分离排出,保障长时间无人化运行。
1、双主轴系统左右两侧配置高功率电主轴(通常15–30kW),转速达8,000–15,000rpm,采用同步伺服控制,确保双刀盘严格同速、同向或镜像运动。主轴前端标配HSK或BT刀柄接口,重复定位精度≤0.005mm,保障双面加工一致性。2、高刚性床身与导轨床身采用高强度铸铁(HT300以上)整体铸造,经时效处理消除内应力;X/Y/Z三轴均配备滚柱直线导轨或静压导轨,承载力强、阻尼高,有效抑制高速切削振动,确保表面粗糙度达Ra1.6μm以下。3、自动换刀系统(ATC)与刀库标配圆盘式或链式刀库(容量16–40把),换刀时间≤3秒。支持多种铣刀、倒角刀、钻头组合,实现铣、钻、攻一体化加工,减少二次装夹误差。4、液压/气动夹具系统集成专用液压虎钳或定制化气动夹具,配合定位销与基准块,实现工件3–5秒快速装夹。夹紧力可调,适应薄壁或易变形零件,防止加工中位移。5、数控系统与伺服驱动搭载FANUC、SIEMENS或国产数控系统,支持G代码编程与图形化人机界面。全闭环伺服反馈实时补偿热变形与机械误差,双主轴位置同步偏差<0.01mm。6、冷却与排屑系统高压内冷(70bar)直达切削刃,有效降温排屑;大流量外冷配合螺旋排屑器或刮板输送机,自动将铝屑、钢屑分离排出,保障长时间无人化运行。